Drawn Arc Stud Welding Ceramic Ferrule

Gas Shielding Arc Stud Welding Leading Welding Stud Supplier Sino Stone

Ceramic Ferrules For Drawn Arc Stud Welding View Ferrule Yifa Ferrules Product Details From Shanghai Yifa Stud Welder Engineering Co Ltd On Alibaba Com

Supply Ceramic Ferrules For Stud Welding Factory Quotes Oem

Internally Threaded Studs With Ceramic Ferrules For Drawn Arc Stud Welding View Threaded Studs Yifa Threaded Studs Product Details From Shanghai Yifa Stud Welder Engineering Co Ltd On Alibaba Com

Supply Drawn Arc Stud With Ceramic Ferrule Factory Quotes Oem

Threaded Studs For Drawn Arc Stud Welding With Ceramic Ferrule Pd Style Buy Threaded Studs Drawn Arc Stud Welding Ceramic Ferrule Product On Alibaba Com

Our welding technology explained in detail.
Drawn arc stud welding ceramic ferrule. The stud will be inserted into the chuck of the stud welding gun and positioned onto the workpiece possibly by adding a ceramic ferrule. This ceramic ferrule contains the tip of the welding stud and more effectively distributes heat and shielding gas around the weld point. Used for multiple purposes in stud welding. Ceramic ferrules are essential part of the standard shear connectors shear studs drawn arc stud welding process.
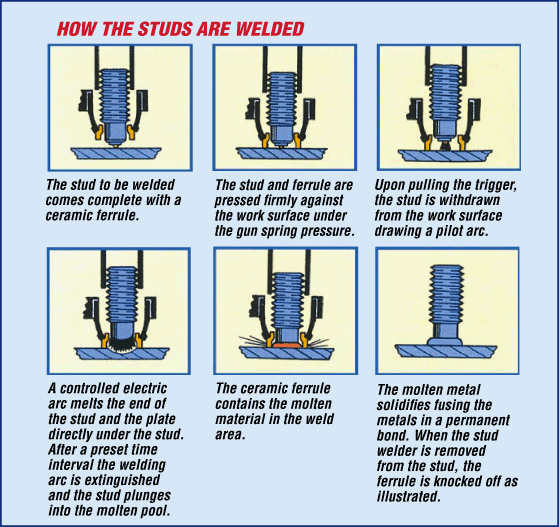
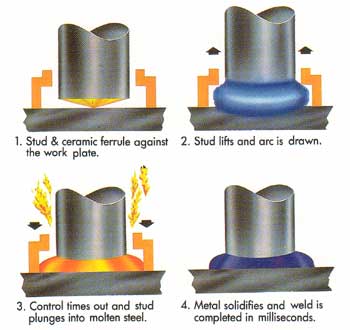
Drawn arc stud welding. In the process the shear connector will insert into the center hole of the ceramic ferrule the ceramic ferrule will be pressed on the welding surface by ceramic ferrule holder by the force of spring device inside the welding gun. By means of a lifting mechanism the stud will be lifted and at first an auxiliary arc pilot arc of a low current will be drawn. In general the positive pole of the power source is connected to the workpiece.
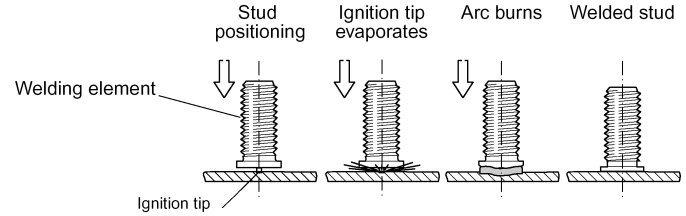
Drawn arc stud welding with ceramic ferrule. Firstly the drawn arc machine is set up for the appropriate stud diameter. Third the ferrule forms the molten metal into the fillet. The best aluminum studs have a built in ignition tip that burns away before the weld is performed.
Finally the fillet vents allow weld gases to escape. Weld studs are a permanent solution to fastening metal to metal. The stud is usually joined to a flat plate by using the stud as one of the electrodes the polarity used in stud welding depends on the type of metal being used. Another key difference in aluminum welding is the stud design for drawn arc stud welding processes.
Second it minimizes the atmosphere that the flux must purge. Without ceramic ferrules the drawn arc process wouldn t be effective and welds wouldn t be as strong. Welding aluminium for example would usually require direct current electrode positive dcep. Initiating the welding process.
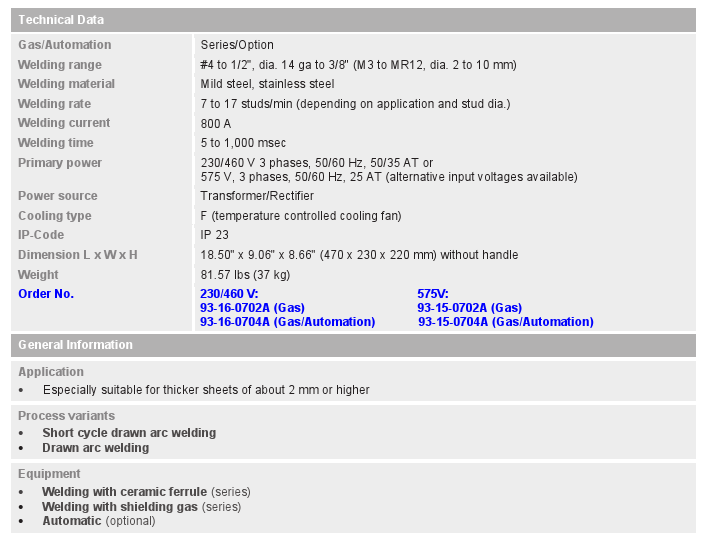
Ferrules are disposable items. Drawn arc stud welding joins a stud and another piece of metal together by heating both parts with an arc. First the ferrule helps to shield the arc from the operator. The process drawn arc stud welding is used for studs of an approximate diameter of 3 to 25 mm welding current up to 3 000 a and welding times up to 3 000 ms.
Ceramic ferrules are required for drawn arc stud welding because the process is a longer weld time than other welds the welding studs are typically thicker in diameter and the weld will be required to hold greater weights than other welding formats. Bolte gmbh home. To understand why it s important to know how drawn arc stud welding works.

Stud Welding With Ceramic Ferrules Taylor Stud Welding Guide
Kcd Studwelding Understanding Drawn Arc Stud Welding Kcd Studwelding

Drawn Arc Gun Set Up

Da And Cd What You Should Know About Weld Studs Fastener Engineering

Dynaweld Limited

Ceramic Ferrule Stud Welding For Drawn Arc Stud Welding Buy Ceramic Ferrule Stud Welding Copper Stud Weld Headed Stud Shear Connectors Product On Alibaba Com
Stud Welding Thomas Manufacturer Of Refractory Anchors

Stud Welding Methods Stanley Engineered Fastening

China Gb T 902 2 2010 Threaded Studs For Drawn Arc Stud Welding With Ceramic Ferrule Id Type China Gb T 902 2 2010 Arc Welding Stud

Investigation Of Diffusible Hydrogen Content In Drawn Arc Stud Weld Metal Springerlink
Http Weldlx Com Pdf Standard Pdf

Arc Stud Welding Vs Cd Stud Welding What S The Difference Pfsno

Shear Stud Connectors For Drawn Arc Stud Welding Buy Shear Stud Connectors Shear Weld Manufacturing Stainless Steel Weld Studs Product On Alibaba Com

Welding Arc Stud Welding

Sell Ceramic Ferrule Iso13918 Standard For Stud Welding Id 24016760 Ec21

Stud Welding An Overview Sciencedirect Topics

Eastern Sales Services Inc Stud Welding Quality Since 1972
Welding Studs For Drawn Arc Stud Welding Shear Connectors 19x125 Mm On Steel Beams
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrm9 Lhgtb Aevjdywdlqybhm3b Wh5vzczkcogaed1njivhbv Usqp Cau

Investigation Of Diffusible Hydrogen Content In Drawn Arc Stud Weld Metal Semantic Scholar

Pdf Stud Arc Welding In A Magnetic Field Investigation Of The Influences On The Arc Motion
Contract Connections Studwelding

China Ceramic Ferrule For Stud Welding Ceramic Ferrule For Stud Welding Manufacturers Suppliers Price Made In China Com

Shear Connector Shear Stud Weld Stud Ceramic Ferrule Id 3381053 Product Details View Shear Connector Shear Stud Weld Stud Ceramic Ferrule From Sinoars Stud Welding Limited Ec21

Koco Stud Welding With Ceramic Ferrule
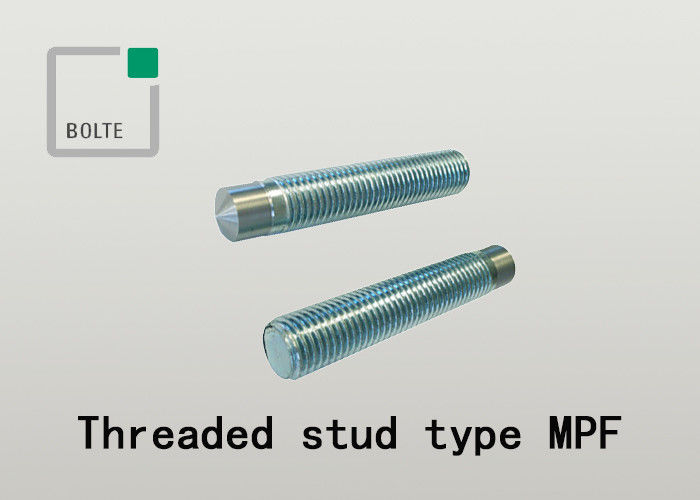
Threaded Stud Type Mpf Stainless Steel Weld Studs For Drawn Arc Stud Welding

Stud Welding Wikipedia

Welding Studs For Drawn Arc Stud Welding Insulated Nail For Automobile Industry

China Drawn Arc Stud Welding System For Boiler China Boiler Drawn Arc Stud Welding System Boiler Stud Welding System

Pro I 2200 Inverter Drawn Arc Welding Machine Aluminium Steel Stainless Steel Stud Welding Machine
Pro S 600 Inverter Drawn Arc Stud Welding Machine For Short Cycle Stud Welding

Item Da 322 Da 322 Drawn Arc Stud Welding System On Keystone Fastening Technologies Inc

Shear Studs Shear Connector Stud Welding

Phm 1a High Reliability Stud Welding Gun For Capacitor Discharge Welding

Bolte Welding Studs For Drawn Arc Stud Welding Threaded Stud Type M For Sale Drawn Arc Stud Manufacturer From China 108849332
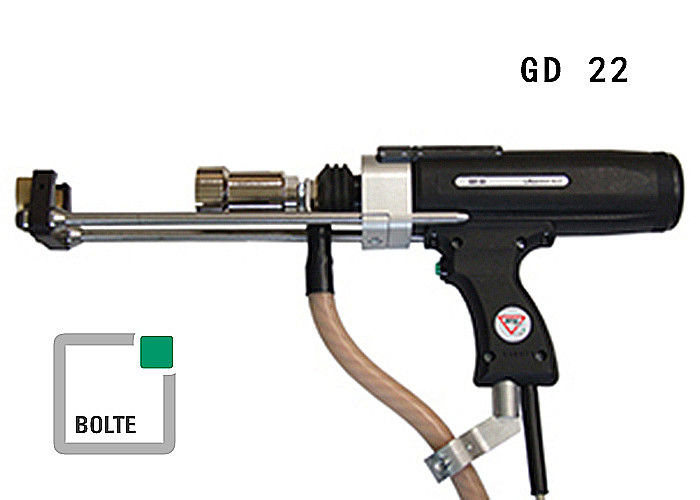
Gd 22 Drawn Arc Stud Welding Gun Welding Shear Connectors With Large Diameters

Ph 4l Stud Welding Gun Soyer

Auto Feed Stud Welding Pistol Automatic Welding Machines

Weld Studs Uk Al Stainless Steel Studs More M3 M16 Sizes

China Drawn Arc Stud Welding Machine China Stud Welding Machine Stud Welding
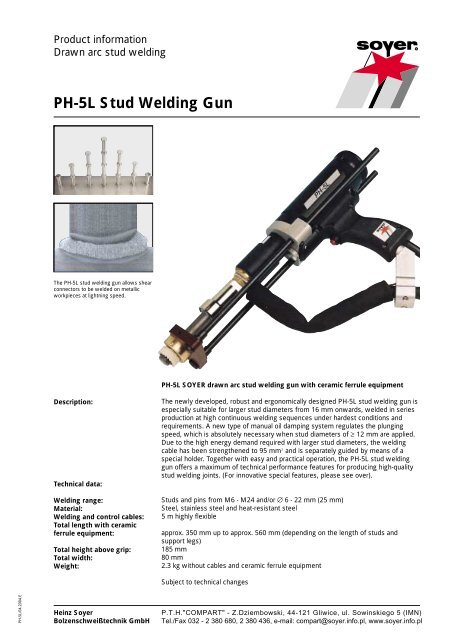
Ph 5l Stud Welding Gun Soyer
Arc 800 Stud Welding Unit Complete Stud Weld

